














Монтаж подшипников (установка подшипников)
 Около 16% всех преждевременных отказов подшипников связаны с неправильным монтажом (обычно чрезмерными усилиями) и являются следствием отсутствия правильных инструментов. Для эффективной установки и снятия подшипников требуется использовать механические и гидравлические методы или метод нагрева. Правильный выбор метода монтажа подшипникового узла поможет продлить ресурс подшипника, избежать издержек, связанных с его преждевременным выходом из строя.
Около 16% всех преждевременных отказов подшипников связаны с неправильным монтажом (обычно чрезмерными усилиями) и являются следствием отсутствия правильных инструментов. Для эффективной установки и снятия подшипников требуется использовать механические и гидравлические методы или метод нагрева. Правильный выбор метода монтажа подшипникового узла поможет продлить ресурс подшипника, избежать издержек, связанных с его преждевременным выходом из строя.
Хранение
Подшипники качения должныхраниться в прохладном, сухом и пылезащищенном месте, не должны подвергатсья ударам и вибрациям. Хранение подшипников просто на полу не допустимо. При хранении подшипников на складе, важно использовать их по очереди, чтобы не получалось, что некоторые не использовались годами. Подшипники SKF защищены и упакованы так, чтобы при соблюдении этих простых правил хранения срок их жизни составлял многие годы.
Главное правило – держать подшипник чистым. Загрязнение уменьшает ресурс любого подшипника, так что нельзя пренебрегать важностью очистки.
- Все инструменты должны быть чистыми и сухими;
- Чистящий материал должен быть под рукой;
- Не рекомендуется использовать в качестве материала для чистки ветошь;
- Тщательно мойте руки до и после процесса очистки.
Перед установкой подшипника должны быть соблюдены следующие правила:
- Убедитесь, что вал и посадочное место под подшипник очищены и не повреждены;
- В случае замены старого подшипника на новый, убедитесь, что устанавливаемый подшипник полностью идентичен снимаемому;
- Удостоверьтесь, что используемая смазка не загрязнена и соответствует назначению;
- Держите рабочее место в чистоте.
Во время установки подшипника, необходимо помнить:
- Не извлекайте подшипник из упаковки до последнего момента;
- Нельзя промывать подшипник. Используемый консервант совместим с минеральными маслами и смазками и должен быть удалён только с отверстия во внутреннем кольце с првоверхгности наружного кольца подшипника. Безворсовая ткань, смоченная специальным чистящим средством, хорошо подходит для этой цели;
- Убедитесь, что монтажное усилие прикладывается только к кольцу подшипника, устанавливаемому с натягом;
- Используйте принцип «меньше усилие – больше контроль»;
- Слегка покройте контактирующие поверхностимаслом.
Подшипники SKF выполнены из высококачественной закалённой стали.
Для большей безопасности:
- Всегда используйте защитную одежду и очки;
- Всегда используйте термостойкие перчатки при установке нагретых подшипников;
- Для Вашей собственной безопасности и предотвращения повреждений подшипника, не бейте по подшипнику напрямую никаким твёрдым предметом: молотком, зубилом и др.
Установка средних и больших подшипников может оказаться довольно сложной. Захваты для подшипников позволяют поднять подшипник прямо с пола и безопасно установить на вал.
Установка подшипников
Во время использования, подшипник устанавливается и снимается с вала как минимум раз. Монтаж подшипника представляет из себя установку его на валу и в корпусе. Он включает в себя продготовительные работы и сам и монтажные работы с ипользовнием качественных инструментов.
Многие подшипники устанавливаются на вал или в корпус с натягом по посадке внешнего или внутреннего кольца (а в некоторых случаях и на обоих). Для определения правильного зазора, обратитесь к Главному Каталогу SKF, пособию SKF по техническому обслуживанию или проконсультируйтесь со специалистами
После долгих обсуждений, было выделено две различных конфигурации посадок:
Цилиндрические посадки – когда подшипник устанавливается на цилиндрический вал или в цилиндрическое отверстие корпуса (хотя, иногда могут быть специальные исполнения). Подшипники с цилиндрической посадкой могут иметь натяг или зазор, в зависимости от условий
Конические посадки – включают конические валы, переходники и стяжные втулки. Чаще всего подшипники с такими посадками устанавливаются с натягом.
Механический монтаж
Механическая установка подшипников применяется преимущественно для малогабаритных подшипников. Монтажное усилие может быть приложено к подшипнику путём
1) установки напротив внутреннего кольца специальных инструментов, ударного кольца и ударной втулки, и 2) запрессовки или удара по ударной втулке молотком до достижения необходимого положения подшипника на валу
Убедитесь, что из комплекта выбраны кольцо и втулка с правильным размером. Подшипник должен быть установлен точно напротив вала перед началом установки, а вал необходимо слегка смазать.
Когда подшипники монтируются без нагрева, нужно быть осторожным, слдить чтобы усилие было приложено только к кольцу, устанавливаемому с натягом. Если монтажное усилие передаётся через тела и дорожки качения, это может привести к повреждению и, как следствие, к отказу подшипника. Не прикладывайте втулку к наружному кольцу, когда выполняется установка на вал, и к внутреннему при установке в отверстие. НИКОГДА не бейте молотком непосредственно по подшипнику.
Повреждения дорожек качения, вызвающие преждевременный отказ подшипника, происходят, когда подшипник был некорректно уставлен на вал. Типичные проблемы, приводящие к ранней поломке:
- Повреждение при монтаже подшипника
- Неправильный подбор посадок: слишком большие зазоры или натяги
- Ослабление стопорных гаек в течении работы оборудования
- Некачетсвенная ли поврежденная поверхность вала повреждённый вала или посадочного места
Рекомендации по установке подшипников
Подшипники малых и средних размеров обычно монтируются в холодном состоянии. Традиционно подшипники устанавливаются при помощи молотка и отрезка старой трубы. Однако, при использовании подобных подручных средств, усилие монтажа зачастую прикладывается к телам качения и приводит к повреждению дорожек качения подшипника. Монтажные инструменты SKF позволяют избежать повреждений подшипников, обеспечивая приложение монтажного усилия непосредственно на кольца подшипника.
Во время монтажа удары непосредственно по кольцам подшипника, сепаратору и телам качения ни при каких условиях не допускаются, так как это может привести к поломке подшипника. Не допускается передача усилия монтажа через тела качения. Посадочные места необходимо смазать тонким слоем масла.
Установка подшипника с цилиндрическим отверстием
Как правило, сначала устанавливается кольцо с более плотной посадкой. Если подшипник сравнительно небольшой и посадка не особенно плотная, кольцо подшипника может быть напрессовано небольшими ударами молотка через оправу или монтажную трубу, изготовленные из мягкого металла, следя при этом за тем, чтобы кольцо не заклинило. Рекомендуется применение монтажного стакана, усилие удара при этом будет передаваться по центру. При монтаже крупногабаритных подшипников применяются механические или гидравлические прессы. При одновременной установке неразъёмного подшипника в корпус и на вал между подшипником и втулкой вставляется шайба для равномерного распределения усилия монтажа по торцевым поверхностям внутреннего и наружного колец. Эта шайба особенно необходима при монтаже сферических подшипников в целях исключения перекоса наружного кольца и заклинивания его в отверстии корпуса Вместо монтажной шайбы можно применять насадку такой конструкции, упорная поверхность которой в одной плоскости ложится на внутреннее кольцо.
| Монтажный стакан: | Монтажная шайба: |
|
|
 |

У разборных подшипников внутренние и наружные кольца могут быть установлены отдельно. Это облегчает монтаж, особенно при плотной посадке обоих колец. Во время монтажа подшипников с цилиндрическими или игольчатыми роликами при введении вала после установки наружного кольца необходимо следить за тем, чтобы ряд роликов не заклинился - для предупреждений поврежения дорожек качения.
Установка подшипника с коническим отверстием
Внутренние кольца подшипников с коническим отверстием всегда плотно устанавливаются на валу. Плотность посадки при этом достигается не за счёт правильно выбранной комбинации допусков (как это обычно делается у подшипников с цилиндрическим отверстием), а за счёт напрессовки подшипника на коническую шейку вала (а также стяжную или закрепительную втулку). При этом начальный зазор подшипника уменьшается и величина уменьшения зазора характеризует плотность посадки подшипника.
Сферические шарикоподшипники следует затянуть на конической шейке вала до тех пор, пока наружное кольцо ещё свободно вращается и качается. Для определения плотности посадки сферических роликоподшипников измеряется величина уменьшения начального зазора или осевого перемешения подшипника вдоль конической шейки вала. Эти подшипники (за исключением небольших) имеют сравнительно большую величину начального зазора и расширения внутреннего кольца при необходимой плотной посадке, поэтому радиальный зазор в подшипнике до и после монтажа можно замерить простым методом. Для этой цели обычно применяют набор щупов, самый маленький размер которого 0,03 мм. перед измерением вал необходимо провернуть несколько раз для устойчивого положения роликов в подшипнике. Измерение щупом производят между наружным кольцом и ненагруженным роликом. Ролик, расположенный в месте замера, во время измерения слегка передвигают к центру. Величина радиального зазора у двух рядов роликов должна быть одинаковой.
Относительно большой зазор после монтажа необходим для подшипников, работающих при больших нагрузках, с большим числом оборотов или в том случае, когда вследствие внешней теплоотдачи разница в температурах внутреннего и внешнего колец большая. В таких случаях радиальный зазор больше нормального (С3 или С4).

- Случай A – правильная установка: подшипник доведён до нужной дистанции, обеспечен необходимый зазор;
- Случай B – неправильная установка: подшипник перемешён слишком далеко и зазор практически устранён. Возможно повреждение;
- Случай C – перед настройкой;
- Случай D – после регулирования путём перемещения подшипника на дистанцию C.
Регулирование двурядных самоустанавливающихся подшипников для достижения правильного зазора намного сложее, чем обычного сферического подшипника из-за того, что в данном случае не применимы щупы.
Более эффективным методом регулировки этого типа подшипников является использования накидных ключей для стопорных гаек SKF TMNH. Этот инструмент обеспечивает правильный радиальный зазор при установке подшипников.
Инструменты, предлагаемые компанией SKF
При установке подшипников при помощи механических инструментов частой проблемой бывает повреждение подшипников из-за неравномерного распределения усилия при монтаже. Учитывая все особенности установки подшипников на цилиндрические и конические валы, специалисты SKF разработали инструменты, идеально подходящие для монтажа.
 |
 |
 |
 |
| Накидные ключи | Универсальные ключи | Ударные ключи | Ключи для стопорных гаек |
Накидные ключи применяются для равномерного приложения усилия при завинчивании стопорной гайки. Из-за неправильно подобранного инструмента или метода монтажа может быть повреждена не только гайка, но и весь подшипниковый узел. Часто случается, что стопорная гайка завинчивается не до конца. Из за этого при эксплуатации прижимное усилие ослабляется и подшипник может выйти из строя, что может привести не только к остановке оборудования, но и поломке всего механизма в целом.
Стандартные накидные ключи широко используются, когда приходится устанавливать много подшипников одного типоразмера. Если же при монтаже оборудования завинчиваются стопорные гайки нескольких сходных типоразмеров, то оптимальным выбором может стать универсальный накидной ключ. Благодаря своей конструкции, он может эффективно применяться для гаек разных размеров, вместо нескольких стандратных ключей. Обычно на рукоятке таких универсальных инструментов указываются типы и размеры гаек, совместно с которыми ключ может применяться, что ускоряет подбор инструмента.
Если при затягивании стопорных гаек требуется приложение значительных усилий (например, при установке крупногабаритных подшипников), то применяются так называемые ударные ключи. Их устройство позволяет эффективно передавать ударное усилие на гайку, не причиняя повреждение ей или валу. При этом они могут применяться совместно с многими типами гаек, являются безопасным и удобным инструментом для установки подшипников.
Если установка подшипника производится на конце вала, то для затягивания стопорной гайки используют торцевые ключи. Они эффективно передают момент завинчивания, удобны в использовании. Конструкция торцевых ключей, предоставляемых компанией SKF, специально усовершенствована, и они требуют меньше пространства, чем обычные торцевые ключи. Также они имеют дюймовые переходники для электроинструмента или динамометрических ключей, что предоставляет возможности для их более широкого использования.
Установка подшипников с нагревом

Подшипники крупных размеров не рекомендуется устанавливать на валы или в корпус в холодном состоянии, так как сила запрессовки при увеличении размеров подшипников резко возрастает. В таких случаях рекомендуется кольцо подшипника (или сопрягаемые с ним детали) предварительно подогреть.
Принцип действия индукционного нагрева
В основе действия индукционного нагревателя лежит принцип нагревания вторичной обмотки трансформатора. На стальном магнитопроводе имеется первичная обмотка с большим числом витков. Подшипник или другая нагреваемая деталь выполняют роль вторичной короткозамкнутой обмотки. Соотношение напряжений на первичной и вторичной обмотках равно отношению числа витков, в то время как мощность остаётся постоянной. Таким образом, в нагреваемой детали циркулирует большой ток малого напряжения. В случае нагрева подшипника с помощью нагревателя SKF, подшипник является вторичной короткозамкнутой обмоткой, по которой протекает переменный ток большой силы, вызывающий его интенсивный разогрев. В то же время первичная обмотка и магнитопровод не нагреваются.

Вследствие электромагнитной индукции при индукционном нагреве подшипник намагничивается. Поэтому важно обеспечить размагничивание подшипника, чтобы он не притягивал металлические частицы. Все индукционные нагреватели SKF обеспечивают автоматическое размагничивание подшипников после окончания нагрева до заданной температуры.
Не существует никаких определённых указаний, какой нагреватель следует выбрать. Ваш выбор будет зависеть только от типа и размера деталей, которые Вы хотите нагреть. Специалисты «Индастриал Партнер» помогут подобрать индукционный нагреватель, подходящий для Ваших целей.
Монтаж в нагретом состоянии
Температура, до которой можно нагреть подшипник, зависит от его размеров, посадочного натяга и мощности нагревателя. Для обеспечения успешного монтажа подшипники обычно нагревают до температуры не менее 80-90 °С. Не нагревайтеподшипник до температуры свыше 125 °С, так как это может привести к изменению структуры материала и размеров подшипника. Локальный разогрев подшипника недопустим, поэтому ни в коем случае нельзя применять для разогрева подшипников открытое пламя. Подшипники с уплотнительными или защитными шайбами заполнены пластичной смазкой, поэтому нагрев при монтаже также не разрешается. Подшипники нагреваются в масляной ванне или в нагревательном шкафу. При нагреве на электроплитке подшипники необходимо часто переворачивать с целью их равномерного нагрева. У подшипников с цилиндрическими роликами серий NU, NJ и NUP борт на внутреннем кольце либо совсем отсутствует, либо имеется только на одной стороне, поэтому при монтаже они должны быть нагреты с помощью электрического съёмника или так называемого термокольца для запрессовки подшипников.
 При монтаже подшипника в нагретом состоянии пользуйтесь чистыми защитными перчатками. Применение пружинного подвеса существенно облегчает монтаж средних и больших подшипников. Надвиньте нагретый подшипник на вал до упора в заплечик и удерживайте его в этом положении до осуществления плотной посадки на валу. SKF поставляет целый ряд устройств для нагрева подшипников и других частей машин.
При монтаже подшипника в нагретом состоянии пользуйтесь чистыми защитными перчатками. Применение пружинного подвеса существенно облегчает монтаж средних и больших подшипников. Надвиньте нагретый подшипник на вал до упора в заплечик и удерживайте его в этом положении до осуществления плотной посадки на валу. SKF поставляет целый ряд устройств для нагрева подшипников и других частей машин.
Оборудование
 |
 |
 |
| Электроплитки | Портативные нагреватели | Индукционные нагреватели |
| 729659 C | TMBH 1 | TIH 030M/230VTIH 100M/230V TIH 220M/LV |
Электроплитка - простой, удобный и вместе с тем подходящий для профессиональных задач прибор. Главное преимущество электроплитки заключаются в том, что на ней можно нагревать одновременно несколько подшипников разных размеров, что идеально подходит при установке нескольких подшипников в один узел. Термостат позволяет держать подшипники разогретыми при температуре от 50 до 200 °С, пока, например, один из них уже устанавливается на вал. Это позволяет избежать преждевременного остывания подшипников и добиться более аккуратной установки.
Портативный индукционный нагреватель - незаменимый инструмент, когда при условиях эксплуатации важна мобильность и лёгкость в обращении, а вес подшипников не превышает 5 кг. Этот прибор чрезвычайно удобен и позволяет осуществлять широкий спектр монтажных работ непосредственно на месте, что исключает необходимость переноски подшипников от места нагрева до места установки и связанное с переноской охлаждение. Что так же немаловажно, прибор может нагревать не только подшипники, но и другие металлические детали (зубчатые колёса, шкивы, втулки и т.д.).
Если же подшипники являются крупногабаритными, портативный нагреватель не способен развить достаточную для нагрева мощность. Тогда приходится использовать более мощные, но не допускающие частой переноски стационарные индукционные нагреватели. Некоторые из них, например малый индукционный нагреватель TIH 030m из линейки нагревателей SKF, допускают транспортировку до места монтажа, однако это может быть связано с определёнными затруднениями. Но несмотря на этот недостаток, они позволяют разогревать подшипники и другие металлические детали гораздо бóльших размеров. Так, большой индукционный нагреватель TIH 220m из той же серии SKF способен разогреть всего за 20 минут подшипник весом в 220 кг! Кроме того, для особо крупных подшипников и деталей SKF может предложить поставку специальных нагревателей на заказ.
Методы установки подшипников с использованием гидравлики
 Гидравлические гайки
Гидравлические гайки
Для монтажа крупногабаритных подшипников хорошим решением является применение гидравлических гаек, в которых гидравлическое давление используется для обеспечения монтажного усилия. Масло нагнетается в гайку, и поршень обеспечивает усилие, достаточное для монтажа подшипника.
При впрыскиваении масла между посадочными поверхностями, необходимое усилие заметно сокращается. Гайка навинчивается на резьбовую часть втулки или шейки вала так, что её кольцеобразный поршень примыкает к подшипнику.
Метод гидрораспора SKF
Позволяет существенно облегчить монтаж подшипников
Метод гидрораспора SKF обеспечивает безопасную, простую и быструю установку с натягом подшипников и других деталей. Данный метод не требует изготовления специальных пазов на валах, позволяя тем самым экономить время и деньги. Посадка с натягом используется в тех областях применения, для которых характерно воздействие больших нагрузок. Очень часто посадка с натягом является единственным решением при установке соединительных втулок на валы, подвергающиеся скачкообразным или нерегулярным нагрузкам.
Метод гидрораспора SKF используется для монтажа подшипников на конические посадки в комбинации с гидравлической гайкой. Данный метод имеет следующие области применения:
- Муфты
- Зубчатые передачи
- Железнодорожные колеса
- Крыльчатки
- Составные коленчатые валы
|
|
Концепция Поданное между двумя коническими поверхностями масло создает тонкую масляную пленку, которая снижает трение. Таким образом, значительно снижается необходимое усилие при монтаже. Масляная пленка также минимизирует контакт металлических поверхностей при монтаже, что снижает риск повреждения компонентов. |
|
|
Подготовка При изготовлении вала следует предусмотреть отверстия и канавки для подвода масла. Техническую информацию о требованиях к подготов- ке вала можно получить у специалистов SKF. |
|
|
Выполнение Подшипники монтируют с помощью гидравлической гайки SKF HMV. |
|
|
Усилие монтажа подшипника снижается, если масло подается между валом и подшипником под дав- лением. Это свойство часто применяется при мон- таже крупногабаритных подшипников. |




Метод точного монтажа SKF Drive-up
 Обеспечивает точную регулировку внутреннего зазора сферических роликоподшипников и подшипников CARB
Обеспечивает точную регулировку внутреннего зазора сферических роликоподшипников и подшипников CARB
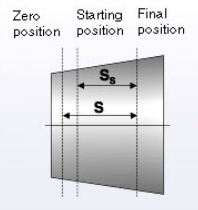
Бывает довольно сложно, а то и вовсе невозможно измерить радиальный зазор в подшипнике, даже имея отточенные навыки. Для этой цели в компании SKF был разработан метод “Drive-up”. Этот метод является весьма надёжным и простым в использовании, он даёт весьма точные результаты. Правильная посадка достигается контролированием осевого перемещения подшипника от заранее известной точки. Метод сочетает в себе использование гидравлической гайки, снабжённой индикатором часового типа, и показаний высокоточного цифрового манометра, установленного на насосе. Были составлены таблицы для всех типов подшипников, показывающие давление, необходимое для перемещения подшипника вдоль оси вала от стартовой позиции до конечной точки, в которой и обеспечивается необходимый зазор.
Метод SKF Drive-up позволяет регулировать внутренний зазор в сферических роликоподшипниках и подшипниках CARB, устанавливаемых на конической шейке вала. Метод заключается в изменении осевого смещения подшипника по конической шейке вала относительно некоторого начального положения. Метод реализуется с помощью гидравлических гаек SKF HMV E, оснащаемых индикаторами часового типа, и специального цифрового манометра, установленного на гидронасосе.
- Не требует контроля зазора щупом
- Уменьшает время установки сферических роликоподшипников и подшипников CARB
- Обеспечивает высокую точность и надежность
- Идеально подходит для уплотненных сферических роликоподшипников и подшипников CARB
 |
|
| Рис 1. | |
 |
 |
| Рис. 2 Одна скользящая поверхность | Рис. 3 Одна скользящая поверхность |
 |
 |
| Рис. 4 Две скользящих поверхности | Рис. 5 Две скользящих поверхности |
Процесс монтажа
1. Убедитесь, что размер подшипника соответствует размеру гидравлической гайки HMV E. В противном случае, величина начального давления должна быть скорректирована.
2. Определите, одна или поверхности скольжения имеют место при монтаже; см. рис. 2 — 5
3. Смажьте поверхности деталей тонким слоем масла, например SKF LHMF 300, и осторожно установите подшипник и принадлежности на валу.
4. Подайте масло в гидравлическую гайку HMV E, монтируйте подшипник до достижения давления масла, рассчитанного по программе. Давление следует контролировать по манометру, установленному на гидронасосе SKF. Гидронасос SKF 729124 SRB подходит для гидравлических гаек HMV 54E. Гидронасос SKF TMJL 100SRB подходит для гидравлических гаек HMV 92E, а гидронасос TMJL 50SRB подходит для гидравлических гаек HMV 200E. Цифровой манометр SKF TMJG 100D может устанавливаться непосредственно на гидравлической гайке.
Сместите подшипник на требуемое расстояние S. Смещение измеряется специальным индикатором часового типа. Гидравлические гайки SKF HMV E имеют специальные отверстия для установки индикатора.
При данном способе монтажа подшипник монтируется как с достаточной плотностью посадки, так и с приемлемым зазором. При особых условиях монтажа, таких как полый вал, специальные требования к внутреннему зазору и пр., величины, указанные на диске SKF Drive-up Method CD-ROM могут быть скорректированы.
|
Для заказа
|
|
|
Обозначение
|
Описание
|
|
HMV ..Е (например, HMV 54Е) |
Гидрогайка с метрической резьбой
|
|
HMVC ..Е (например, HMVC 54Е) |
Гидрогайка с дюймовой резьбой
|
|
HMV..Е/А101
(например, HMV 54Е/А101)
|
Гидрогайка без резьбы
|
|
729124 SRB
(для гаек J HMV 54Е)
|
Гидронасос с цифровым манометром (МПа)
|
|
TMJL 100SRB
(для гаек J HMV 92E)
|
Гидронасос с цифровым манометром (МПа)
|
|
TMJL 50SRB
(для гаек J HMV 200E)
|
Гидронасос с цифровым манометром (МПа)
|
|
TMJG 100D
|
Манометр (0—100 МПа)
|
|
TMCD 10R
|
Горизонтальный цифровой индикатор (0—10 мм) |
|
TMCD 5P
|
Вертикальный цифровой индикатор (0—5 мм)
|
|
TMCD 1/2R
|
Горизонтальный цифровой индикатор (0—0.5 дюйм) |
|
Технические характеристики гидронасосов
|
|||
|
|
729124 SRB
|
TMJL100SRB
|
TMJL 50SRB
|
|
Максимальное рабочее давление
|
100 МПа
|
100 МПа
|
50 МПа
|
|
Объем масла за один ход
|
0,5 см3
|
1,0 см3
|
3,5 см3
|
|
Емкость бака
|
250 см3
|
800 см3
|
2700 см3
|
|
Все перечисленные гидронасосы укомплектованы цифровыми манометрами, шлангами высокого давления и быстроразъемными муфтами. |
|||
Стяжные втулки
 Простой монтаж и демонтаж подшипников
Простой монтаж и демонтаж подшипников
Для обеспечения гидрораспора при монтаже и демонтаже подшипников крупногабаритные и стяжные втулки SKF имеют маслоподводящие отверстия и канавки. Через эти отверстия и канавки масло под давлением может подаваться в сопряжение втулки, как с валом, так и с внутренним кольцом подшипника. Подача масла позволяет создать между металлическими поверхностями смазочный слой и существенно уменьшить трение и усилия, необходимые для монтажа и демонтажа.

- Уменьшают риск повреждения вала и втулки
- Уменьшается время монтажа и демонтажа подшипников
- Широкий ассортимент насосов, трубопроводов и переходников
Метод SKF SensorMount
SKF SensorMount – новейший метод установки подшипников. Некоторые типы подшипников оборудованы датчиком, показания которого могут быть отображены на специальном приборе. Для монтажа таких подшипников используются те же самые методы установки, но система SensorMount показывает, насколько расширилось внутреннее кольцо, гарантируя тем самым, что натяг между подшипником и валом будет достигнут максимально точно.

Пример. Рассмотрим формовочную машину, которая уплотняет порошок до твёрдой формы. Машина иеет два ролика с диаметром 500 мм и длиной 2000 мм, между которыми создаётся усилие в 200 тонн. Оба ролика приводятся в действие от электромотора мощностью 950 кВ через двухступенчатую зубчатую передачу, скорость на выходном валу составляет 18 об/мин. Машина работает в чрезвычайно тяжёлых условиях, вызванных наличием абразивных частиц и достаточно высокой температурой окружающей среды, достигающей летом 50 °С.
Одного наличия высококачественных подшипников недостаточно для избежания отказа оборудования. В своё время компания в приведённом выше примере потеряла много средств после отказа подшипников через 6000 часов работы вместо 25000 расчётных. Метод SKF SensorMount обеспечил очень точную установку подшипников, что позволило избежать раннюю поломку подшипников, вызванную какими-либо ошибками в течение монтажа. Подробную информацию об этой истории вы можете найти в издании SKF Evolution за 2004 год.
|
Оформите заявку на сайте, мы свяжемся с вами в ближайшее время и ответим на все интересующие вопросы.
|
Заказать услугу
|
